3 Key Considerations When Selecting a Fiber Laser
C. Burnham, B. Kent – Fairmont Machinery
Watching a fiber laser cut is amazing. They remove material so quickly it often looks more like an inkjet printer than a metal cutting machine. And when it comes to maximizing profit time is of the essence.
Part cycle time is vital for American manufacturers because fixed costs are so high. Part costs explode if parts are produced slowly. Today, technological advancements in machine design and drive technology enables fiber lasers to move at amazing speeds, often over 10,000 ipm, or 250 m/min. But speed alone does not relate directly to throughput. Your overall productivity relies on other factors. If your machine is under powered then cut speed will be unnecessarily slow. If your machine dynamics are poor, then all the power in the world won’t help you. And, if your sheet exchange is slow, your machine will sit idle for hours of the week.
The 3 Key Elements of Fiber Laser Productivity
- Laser Power
- Motion Dynamics
- Material Exchange
Yes, we could also look at programming, up time, tolerances, edge quality and other elements, but most reputable fiber laser manufacturers offer reasonable solutions. For your shop, these three key elements will have the greatest impact on productivity and profitability.
#1 Laser Power
We’ve all watched wattage rise. Top fiber laser power now reaches 30 kW, when just a few years ago they were stretching to reach 6 kW. The power levels seem so incredibly high today, we must be at the limit. However, from a pure technology point of view we are not. Fiber laser R&D systems today can exceed 100 kW, so it isn’t the power that is holding us back. It’s the beam delivery system.
Fiber laser cutting heads designed for 1 to 4 kW cannot handle the energy density of the ultrahigh-power lasers. Only those manufacturers who have studied and perfected the fiber delivery, optical purity, and optical contamination issues are able to reach 8, 10, 20 or 30 kW with the reliability and up time demanded by high production shops.
When buying a fiber laser, this Q&A can help you select the right power for your application.
Q: How much power do I really need?
You need as much power as your applications can efficiently use. Start by understanding the typical thickness range of 80% of your work. As you might expect, ultrahigh-power is not needed for cutting 26 gauge (0.5 mm) material. If you have a 15 or 20kW laser in your shop you would turn it down to 6kW to cut this material at top speed and low cost.
A great rule of thumb is that if you never cut material over 0.100 inch, then highest power you should consider is 10kW. However, if some of the material you cut is over 0.100 inch, then you can effectively utilize 15kW. If some is over 0.130 inch, you can effectively utilize 20kW.
Does this seem like these power levels are pushing the envelope a bit? It shouldn’t. Part production per hour increases and the part cost plummets as you kick up the power, so long as you have a machine quick enough to utilize that power, but we’ll get into that in a moment.
Higher power also gives you more process forgiveness. To take it to an extreme, you can cut 9 gauge (4mm) stainless steel with a 1kW of laser power, but such low power yields not only slow cutting but, more importantly, a very small process window. You will require a highly experienced operator and a perfectly functioning laser to achieve good results. Additional power not only cuts faster, but requires less expertise and material quality; a view supported by a posting from Engineering.com, April 2018. Manufacturing operations that require perfect execution will eventually yield scrap. Higher power gives you a wider material and process error band, delivering quality parts day in and day out.
Q: What about the impact of increasing power on operating cost?
Operating costs vary from different brands, especially as power goes up. For example, many manufacturers struggle with cutting head component life beyond 6kW. Generally, you’ll find doubling power will increase laser operating cost by 20 to 30 percent. But, does this amount of increase really matter? No, not if the added power can decrease part cycle time.
The fact is, laser operating costs represent a minor component of hourly operating cost when you consider fixed costs.
Your fixed costs include, at a minimum, operator labor, programming costs, facilities costs, taxes, equipment depreciation (monthly lease payment), shipping, other general SG&A overhead, and of course raw material cost. You can probably think of more fixed cost categories. These costs outweigh the laser operating cost by a ratio of 4:1 for most shops.
Increasing power will increase the hourly operating cost, but will decrease cost per inch and increase machine capacity.
Q: Is there a time when more power is not needed?
Yes, in two cases.
First, if you cut only thin sheet below 0.100 inch then you will not use power above 8 or 10kW.
Second, you don’t need to purchase a machine with more power if you don’t have enough work to load the machine. For example, if your processing load is not expected to grow and consumes just ½ a work shift, then paying for a more powerful laser to reduce to the workload to ¼ a shift will probably not deliver an ROI.
Conversely, if you have a lot of work for your laser do whatever you can to keep from spilling over into a second shift. Running a second shift incurs a lot of production costs, and let’s not forget how hard it is to find operators and managers for first shift, let alone second shift. In addition, if you have multiple lasers in your shop now you might be able to replace some of them with one new high-performance laser, reducing programming and operation labor demands and increase available shop floor space.
Select the laser performance level that matches the product needs of today and the immediate future, and error on the side of faster production.
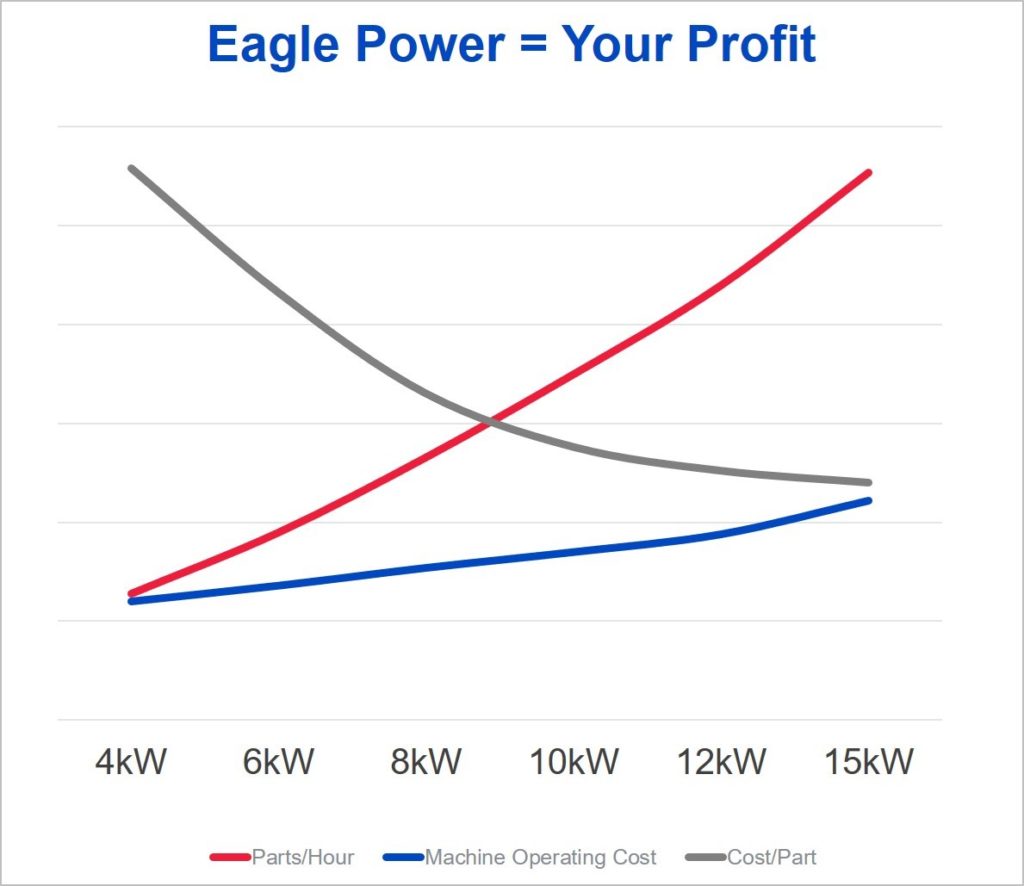
Figure 1: Trend graph showing productivity and cost as power increases. This graph assumes the target material is thick enough to see advantages across the entire power range
#2 Motion Dynamics
Fiber laser motion dynamics include three main performance specifications: maximum rapid traverse speed, maximum cut path speed, and acceleration.
Let’s start with speeds.
It’s easy to get confused by the speed specifications used by fiber laser manufacturers. Is the speed specified reflecting rapid traverse moves where the laser is off and jumping to the start of the next cut path, or is the specification reflecting cutting speed where the machine will maintain specified tolerances while on the cut path? Some manufacturers state the speed of each axis, and others specify simultaneous motion. The latter is always higher since the fastest speed will occur when both X and Y axes are driven at top speed moving the head at 45 degrees.
Do your best to understand rapid and cutting path speeds so you can compare manufacturers.
Q: Do I need a fast machine for thick material cutting?
It helps. When cutting thick material, the machine speed comes into play during rapid traverse moves between cut paths. In addition, a fiber laser that can cut thick can always cut thin, so be careful not to limit your future applications.
Q: What speed should I be looking for?
Look first at the rapid traverse speed since it will be a factor for all your cutting jobs, thick or thin. 15 to 25 percent of head movement over each sheet or plate will be with the jet off. Machines that deliver higher rapid traverse speeds, greater than 12,000 ipm (300 m/min) simultaneous, tend to also deliver high cut path speeds. Since cut path speed comes into play more on thinner materials than thick, consider the sheet metal applications you have in your shop today and what might come in tomorrow. For example, 26-gauge (0.5 mm) aluminum requires a machine that will have cut path speed of 5,900 ipm (150 m/min) using at least 6kW, and for stainless you need 3,000 ipm (76 m/min).
Now for acceleration. Acceleration is usually a more important aspect of motion dynamics than speed.
Acceleration / deceleration performance is denoted by Gs: the acceleration of gravity. Gravity is 32.2 ft/sec2 (9.81 m/sec2). A 2g machine has an acceleration of 64.4 ft/sec2 (19.6 m/sec2), and so on.
Per Galileo and others, when starting from rest:
Velocity = Acceleration x Time
Distance = Acceleration x Time2 ÷ 2
After one second a 1g machine is traveling with a velocity of 32.2 feet per second (9.81 m/s) and a 2g machine is traveling at twice that speed. Double the G’s and the distance and time it takes to reach the programmed speed is cut in half.
Fiber lasers cut material quickly. The rate the machine can decelerate into and accelerate out of corners and tight arcs usually has a greater impact on cycle time than laser power or maximum machine speed. Another way to look at it is to see that purchasing a powerful and fast machine is not a good idea if the machine is not quick. The often-hidden parameter of acceleration is vital.
Consider cutting 20-gauge (1mm) aluminum. A 4-kW laser can cut at the rather high speed of around 2,250 ipm (57 m/min). However, if you are cutting a 3-inch line with a 1g machine, that 4kW laser will never accelerate the potential cut speed before it has to start decelerating, while a 6g machine will be at the cutting speed for 2.4 inches of the 3-inch line.
Acceleration is important.
Q: What acceleration do I need?
The quicker the better. Since the impact of acceleration and deceleration has such a large impact on cycle time, consider machines with 3 to 6g capability for sheet metal work. As you look to higher laser power, such as 10, 15, or 20kW, acceleration starts to also play a large role in cycle time for plate cutting of 0.25” to 0.6” (6 mm to 15 mm).
Q: What if the laser manufacturer doesn’t provide acceleration data?
Although most manufacturers don’t publish acceleration data, they will probably tell you if asked. However, understand that you’ll see the impact of machine quickness in the test cutting. When parameters such as power, geometry, material, and gases are roughly the same, the higher G machine will always produce parts faster; a lot faster on thin material, and somewhat faster on thick.
#3 Material Exchange
Modern fiber lasers burn through a sheet or plate quickly, so it’s important not to waste time loading in a fresh sheet. Most pallet changers were originally designed for CO2 lasers, where cutting performance was slower. They often use hydraulics and take 30 to 60 seconds to exchange a sheet.
The fastest pallet changers today are servo driven and swap a pallet in under 10 seconds. Since a shop can change sheets 6 to 10 times an hour, you save one to two hours of cut time per week.
High production applications often require automation beyond the laser’s pallet changer. Automated material handling systems can store many types of materials and automatically unload and load the fiber laser’s pallet changer. Material handling automation can keep the fiber laser running as much as possible throughout the day and offer the opportunity to run a second shift unattended.
Q: Do I need a fast pallet changer for thick material cutting?
Although thick cutting yields fewer pallet changes per hour, time is still wasted exchanging material. In addition, it is common for the operator to want to check on the cut by pausing, pulling the material out, inspecting the cut, then returning the pallet to the machine to resume, such as for a first article inspection of a new production run. Make sure the pallet changer is fast and is capable of returning the sheet to the same location and quickly resume cutting after it has been withdrawn for inspection.
Q: What capacity do I need in a pallet changer?
Your pallet changer should be able to handle your thickest, heaviest material. A 1-inch (25mm) thick 5’ x 10’ (1.5x3m) plate of steel weighs 2,100 pounds (950 kg). For most shops, a 2200-pound pallet changer (1,000 kg) should be sufficient. If you envision cutting over 1-inch thick full plates, note that iron and steel weigh just under 500 lbs/ft3 (8000 kg/m3) and request a heavy-duty system.
As fiber lasers become more productive, material exchange systems become a larger component of part cost.
Total Productivity
Looking back on laser power and machine dynamics, it might be helpful to think of it this way: higher power cuts faster, especially on thicker materials, and higher acceleration produces parts faster, especially on thinner materials. As for material exchange, no parts can be produced while the cut parts are being removed from the machine and raw material inserted, so faster is always better.
The success of a manufacturer often relies on squeezing every penny out of production costs. The best way to do that is to produce faster, thereby reducing the impact of fixed and variable costs per part. Selecting the right machine for your application can be daunting. However, you can see through the haze of specifications and options by focusing on the three largest factors driving fiber laser productivity – laser power, motion dynamics, and material exchange.