
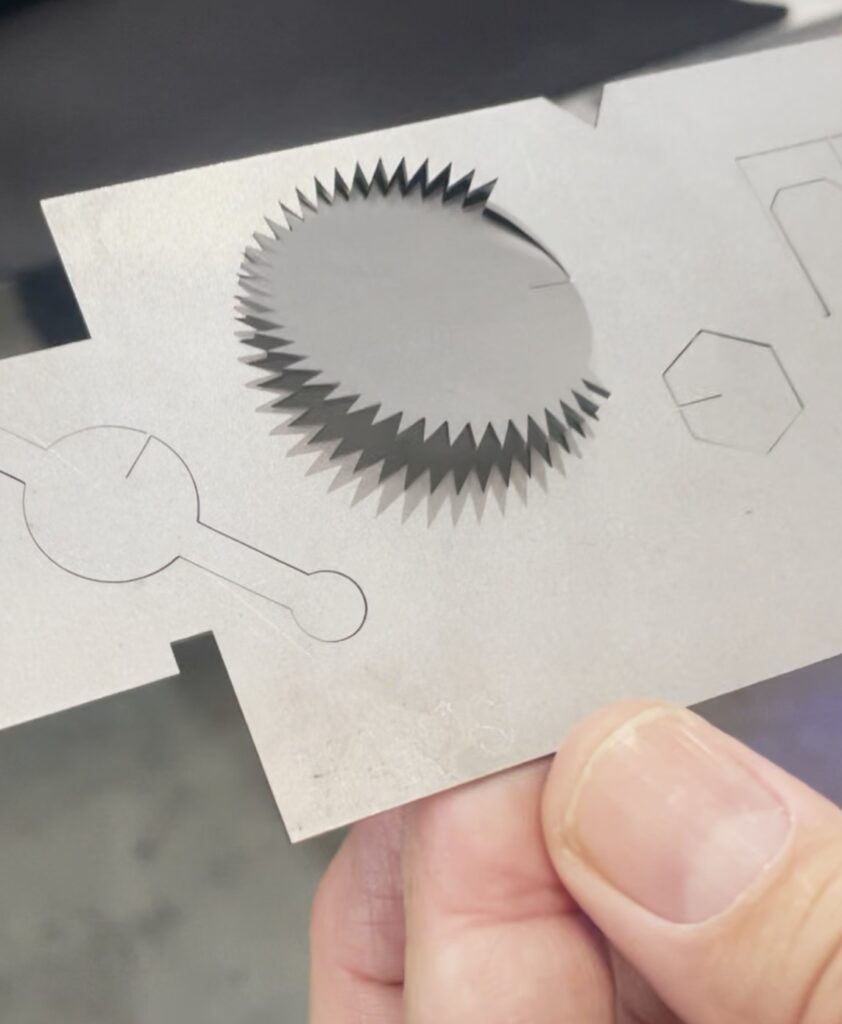
















High-power and high-performance flat and tube lasers backed by the industry's best service and support. Learn More
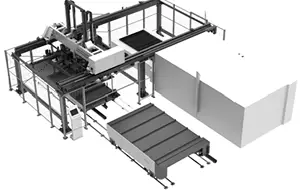
Next Generation Robotic Welding. Click-to-weld offline programming and machine vision combine to apply robotic welding in high-mix production. Learn More
")
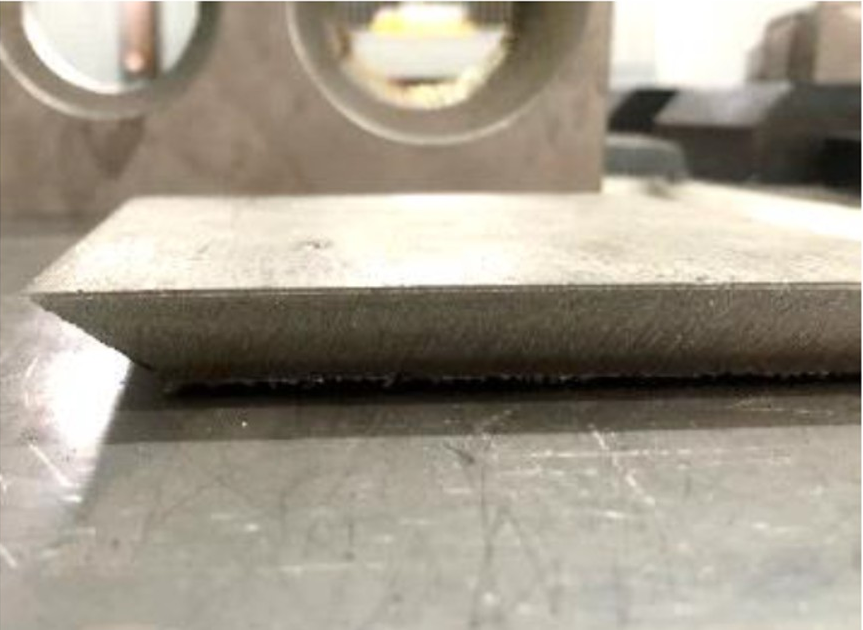
The simplest way to edge round and debur. Efficiently remove dross, slag, and burr, and edge round. Easy to operate, optimized for laser and plasma. Learn More
{kind=link}