
Ultra-high power fiber laser produces higher volume of quality parts
There’s a movement afoot in North America that is driving the development of higher wattage fiber lasers. According to Chip Burnham, co-owner of Fairmont Machinery, the reasons are simple. Higher wattage machines can produce cheaper parts faster. But there is a catch.
“Eight years ago, 4 kW fiber lasers were common,” Burnham says. “Capacity for power quickly escalated to 6 kW and 8 kW. Today, manufacturers are pushing for machines that can deliver 10 kW and higher. The trick lies with the cutting head. OEMs are struggling to develop a laser delivery system, such as cutting head optics, that can withstand more power without experiencing failure. Replacement or rebuild costs can be hefty, ranging from $8,000 up to $40,000.”

In 2018, Poland-based Eagle Group appointed Fairmont Machinery as a master importer and distributor for its Eagle fiber lasers. In September 2020, Fairmont Machinery installed the first Eagle iNspire Series 20 kW fiber laser in the U.S. for a Pennsylvania job shop – Raytec Fabricating in New Holland, PA.
Conundrum
“We believe that Eagle is the only company that has a 20 kW machine capable of running 24/7,” says Burnham. “On most systems, increasing a fiber laser’s power will significantly shorten the life of the cutting head due to the amount of energy it’s subjected to. The slightest contamination puts hot spots on the optics that can cause them to blow out.”
Eagle set about to solve those problems. Contamination from moving parts is a common contributor to head failure. The fiber laser manufacturer developed its eVa head to automatically focus and change the diameter of the laser beam without the need for moving parts and drives in the beam path. With just three optical elements, two lenses and one safety glass for protection from contaminates, maintenance costs are minimized. Automatic centering and a collision recovery system increase efficiency and reduce potential for head damage, even at high motion speeds. An automatic nozzle changer increases productivity. The fiber laser’s magazine holds 36 or 72 nozzles, which can be replaced quickly.
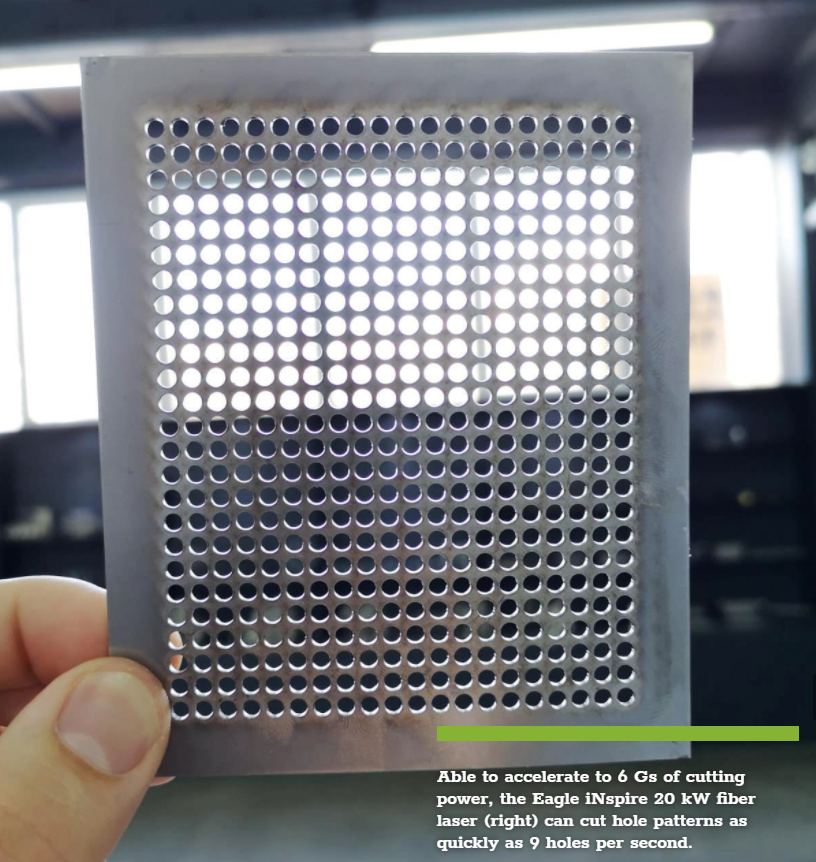
For a standard fiber laser, the rate at which the machine can accelerate from stop and decelerate to stop limits the speed at which it can cut sheet metal. Acceleration is defined as G. One G is gravity at sea level though altitude has little effect. When Gs are doubled, the distance and time it takes to ramp up to speed is reduced by half. A fiber laser built with a rack-and-pinion drive might accelerate from 1 G to 3 Gs. The Eagle fiber laser can accelerate to 6 Gs because of a linear motor drive design, lightweight carbon fiber bridge, and super-rigid polymer granite base.
According to Burnham, the ultra-high-power machine poses a disruption to both the plasma and punch markets. “The 20 kW Eagle can cut faster than most plasma machines,” he says. “We can cut 3/4-in. steel at 140 to 160 in. per minute (ipm).”
Because an Eagle fiber laser can pull 6 Gs, it can cut nine holes per second—rates normally reserved for a punch. With 20 kW of cutting power and 6 G acceleration, jobs typically reserved for punches can be processed with a fiber laser at “mind-blowing rates; no tooling required.”

Fabricators should “understand the marriage between power and machine motion dynamics,” Burnham says. With thick plate, power over acceleration is required. When it comes to cutting metal 3/16-in. or thinner, higher wattages take a back seat to acceleration. The Eagle fiber laser’s top simultaneous traverse speed is 13,780 ipm, and cutting speed is nearly 6,000 ipm. Eagle’s 6 G acceleration allows the fiber laser to corner quickly without losing cutting speed or accuracy.

The eVa head automatically focuses and changes the laser beam’s diameter without the need for moving parts and drives in the beam path.
Motion dynamics
“The more power you add, the faster you can cut material,” he says. “But most fiber lasers are limited when it comes to machine tool motion dynamics. How quick can the machine accelerate and decelerate? How fast is its top velocity? These are the questions buyers need to ask. One option for finding answers is to ask a laser manufacturer to video tape part cutting and use the time stamps to compare cycle times from different suppliers.”
With conventional equipment, the machine tool typically can’t move fast enough on thin sheet to keep pace with the cutting speed potential of the fiber laser. Reducing power is an option, but cycle time is not maximized. The best approach is to increase power and acceleration together.
According to Burnham, the Eagle has the highest power at 20 kW and the quickest acceleration at 6 Gs. Eagle fiber lasers from 10 kW to 20 kW have already demonstrated the ability to run successfully in the field while the need for optic replacements is measured in months and years versus weeks.
“The key is to increase laser power at the same time you increase machine tool acceleration,” he notes. “This combination is what gives you the advantage of a fiber laser’s power on the widest range of materials.”
There are limits however, even with the Eagle series fiber lasers. Despite the capacity for higher acceleration, an Eagle series machine can’t move quickly enough to cut a part from 18-gauge sheet at, say, 15 kW. Whether the material is carbon or stainless steel, or aluminum, very thin sheet should employ 6 kW to 8 kW for optimal cycle times. “If you have 11-gauge material, for example, you can access the maximum power of a 15 kW fiber laser and fly through sheet metal at a dizzying rate, but on thin 18- or 24-gauge sheet metal, even the Eagle’s 6 Gs of acceleration isn’t fast enough to keep up with the laser’s cutting potential,” Burnham says.
Able to increase power and acceleration at the same time, the 20 kW Eagle iNspire fiber laser produces a higher volume of quality parts.
Pro tips
According to Burnham, there are other tips a fabricator can consider when selecting a fiber laser. Faster, higher power fiber lasers are best suited for manufacturers running high production. “If you are cutting only four hours a day, the ability to produce parts three to four times faster will give you little benefit,” he says. “If you are running two shifts per day, improving throughput will lower your cost per part and probably allow you to eliminate a shift in your laser department.”
Cycle time is key, he continues. “The surest way to increase profits is to produce a higher volume of quality parts. Your labor, overhead and capital equipment investment becomes a smaller portion of the overall cost for a finished part when you increase productivity, and this improves profits.”
Fairmont Machinery,
Maple Valley, Washington, USA 833/667-7889, fairmontmachinery.com.
SEE RELATED VIDEOS: www.fairmontmachinery.com/videos